



O-Rings - Sezione tecnica
Qualità
GAPI, nel corso degli ultimi anni, ha realizzato ed implementato un Sistema di Qualità Totale riconosciuto ed omologato nel 1992 dal Lloyd’s Register Quality Assurance come rispondente alle prescrizioni dello Standard ISO 9002. Recentemente il Sistema Qualità di GAPI ha ottenuto la certificazione ISO 9001.
Obiettivi e piani della qualità sono stati sviluppati basandosi su bisogni ed aspettative del mercato, cercando di soddisfare le esigenze del Cliente per mezzo di continui miglioramenti nel progetto, nel prodotto, nel servizio.
La variabilità dei processi è stata e continua ad essere oggetto di analisi approfondite per identificare la cause delle variazioni e ridurne l’ampiezza.
L’implementazione delle procedure di controllo statistico di processo (SPC), ha permesso l’ottenimento di valori ottimali degli indici di “Process Capability”.
Tutta l’azienda è sottoposta ad un processo di miglioramento continuo (Continuous Improvement Process), tale che procedure e personale siano oggetto del continuo e sistematico miglioramento, sotto tutti gli aspetti produttivi e di controllo.
Garanzia della qualità
L’introduzione dello FMEA quale strumento analitico e decisionale utilizzato sia in fase di progetto (Design FMEA) che nel processo di produzione (Process FMEA), ha ulteriormente migliorato il Sistema Qualità. Lo FMEA fa emergere tutta una serie di interdipendenze a livello produttivo, considerando come Fornitore/Cliente tutti i singoli rapporti fra chi fornisce e chi riceve, sia all’interno che al di fuori dell’azienda.
Il rapporto esistente tra Azienda e Cliente viene esteso anche all’interno di ogni reparto, favorendo una continua analisi migliorativa del processo.
I Controlli Qualità vengono quindi applicati a tutti i livelli di area o reparto, assicurando il risultato di rispondenza del prodotto alle norme, prescrizioni ed aspettative del Cliente. Tutto il Sistema Qualità GAPI è confrontato e funziona secondo le prescrizioni e le linee guida dello Standard ISO 9001.
Dimensioni e tolleranze
Le dimensioni e relative tolleranze dimensionali degli O-Rings sono riferite alla norma DIN 3771/Teil1, ISO 3601/1 di cui al punto 1.3 (valide per mescola NBR standard).
Per mescole basate su altri polimeri le dimensioni finali si scostano di poco da quelle riportate in Tabella 5.
Le misurazioni sono effettuate con macchine di misura elettroniche per diametri interni, per lo spessore di corda si utilizzano calibri normali o micrometri con carico standard del tastatore.

Tolleranze dimensionali (DIN 3771/1, ISO 3601/1, NFT 47-501 “G”)
Difetti di forma e superficiali
In questo caso si fa riferimento alla norma DIN 3771/Teil4, che riporta una serie di difetti più comuni con i limiti dimensionali massimi ammissibili (Tabella 6).
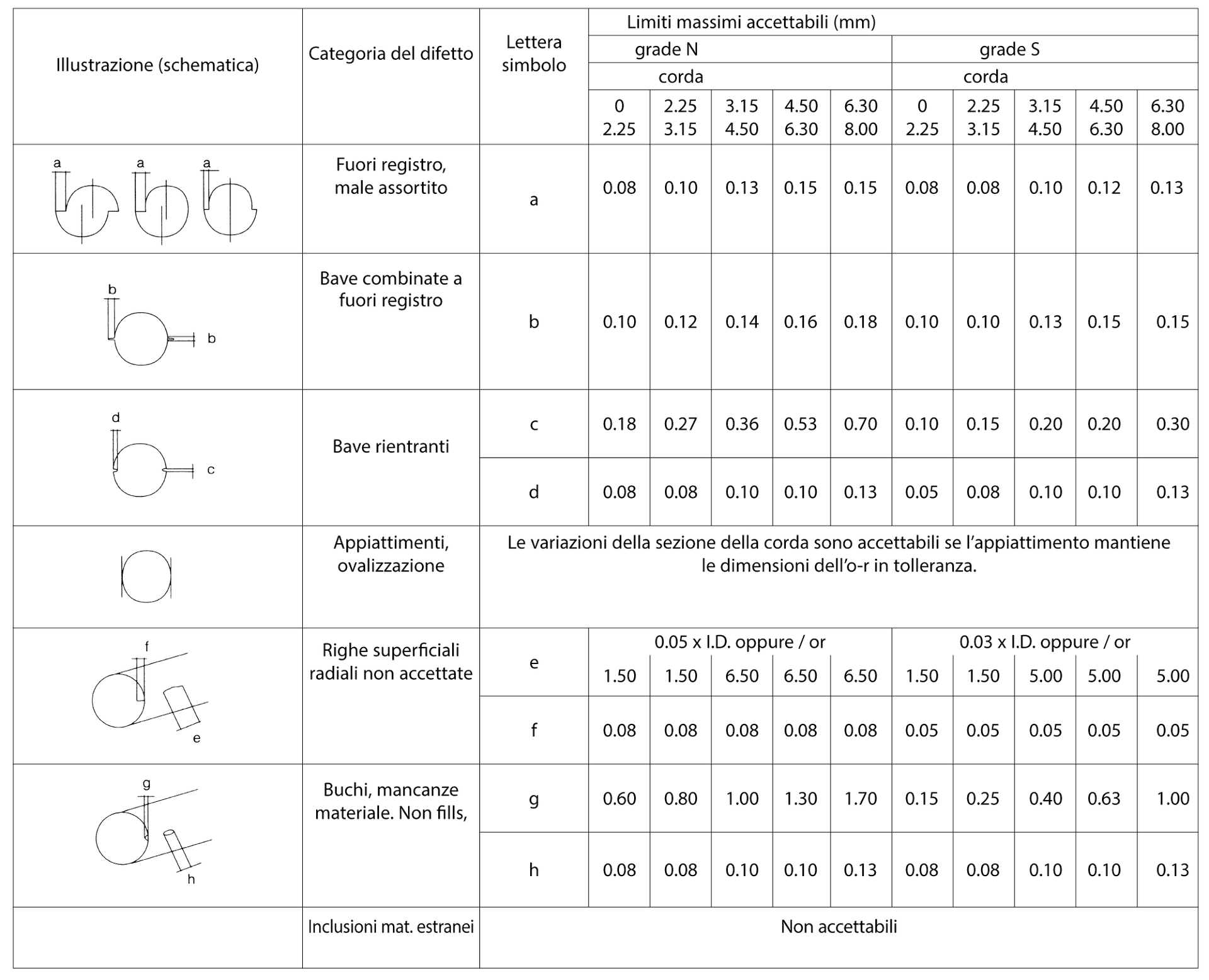
Tabelle difetti superficiali (DIN 3771/4)
Controlli
Negli anni recenti il concetto di controllo si è andato affinando ed ampliando fino ad investire aree e responsabilità al di fuori della sola fabbricazione.
I controlli in essere in GAPI coinvolgono i servizi commerciali (controllo ordini clienti, specifiche tecniche, prescrizioni particolari), la fabbricazione durante tutte le fasi dei cicli produttivi, il magazzino (identificazione, tracciabilità lotti), la spedizione (imballo, inoltro, date pattuite).
Per quanto riguarda i controlli fisici e dimensionali essi sono svolti in tutte le fasi produttive di routine, compresi i controlli in entrata sui materiali. Per le produzioni nuove (stampi, attrezzature, mescole) sono di fondamentale importanza le verifiche della capacità effettiva rispetto alla capacità teorica del processo.
L’introduzione di nuove variabili nel sistema (nuovi stampi, mescole con caratteristiche diverse di ritiro, attrezzature che influenzano dimensioni o caratteristiche finali) può generare talora un abbassamento dell’indice di capacità effettiva CPK, rendendo necessarie azioni correttive in parte previste a livello di FMEA o in parte non previste.
O-Rings -
Sezione tecnica
